銅管擴(kuò)喇叭口是常出現(xiàn)的缺陷圖解
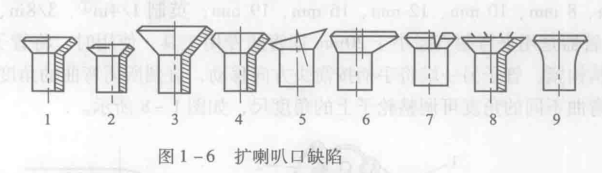
1一正確,喇叭口端正,中心線與管子中心線重合,無傾斜,大小適中,無內(nèi)陷,無毛刺,無裂口。
2一喇叭口過小是由于管子夾入夾具露出的長(zhǎng)度過短。處理方法是:松開夾具,加大管子露出夾具的長(zhǎng)度,重新裝夾后再加工。
3一喇叭口過大是由于管子夾入夾具露出的長(zhǎng)度過長(zhǎng)。處理方法是:用割管器把喇叭口部分割去,重新夾緊管子,讓露出夾具的長(zhǎng)度符合要求后再加工。
4一喇叭口內(nèi)陷是由于管子在擴(kuò)喇叭口前沒有把截管留下的內(nèi)陷及內(nèi)毛刺去除干凈。處理方法是:用倒角器先進(jìn)行倒角處理,去除毛刺,或用尖嘴鉗插入管內(nèi)轉(zhuǎn)動(dòng),把內(nèi)陷糾正。
5一喇叭口傾斜與喇叭口位置偏移是由于項(xiàng)壓裝置的位置不正確。處理方法是:邊操作頂壓裝置邊觀察,發(fā)現(xiàn)在斜和偏移,及時(shí)調(diào)整頂壓裝置的位置。
7一喇叭口裂開是由于管子沒有退火或擴(kuò)喇叭口時(shí)用力過猛、速度過快。處理方法是:操作項(xiàng)壓裝置時(shí),用力不可太大、速度不宜太快。
8一銅管端部出現(xiàn)毛刺。應(yīng)立即停下來,取下項(xiàng)壓裝置,用鉑刀把毛刺去掉。有時(shí)加工一個(gè)喇叭口要用挫刀去毛刺數(shù)次。
9一喇叭口未成形是由于項(xiàng)壓裝置沒有旋轉(zhuǎn)到盡頭。這時(shí)應(yīng)繼續(xù)旋轉(zhuǎn)項(xiàng)壓裝置直至盡頭。